
生産工程
一、伸線工程
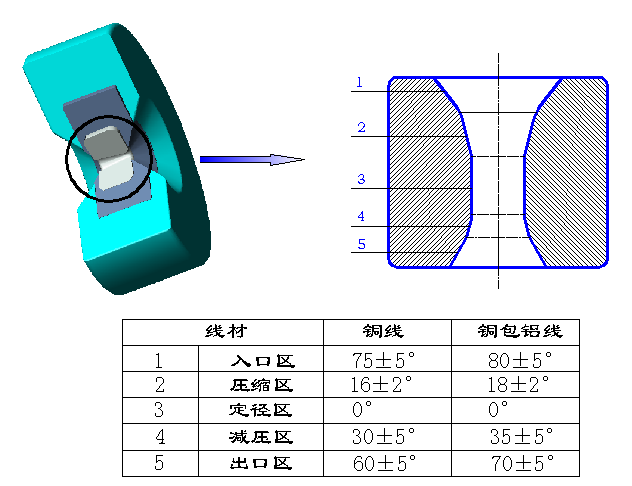
基本原理:銅材料は引っ張り力の作用の下で、伸線用ダイスによって塑性変形して円形断面が減少して長さが増加する圧力加工方法です。ダラ→ミディアムプル→スモールプル→ファインプル→マイクロプルの異なる仕様で、顧客の異なるニーズを満たします。

- 伸線の生産条件:銅材料、伸線機、伸線ダイス、伸線液、リール用具、補助用品等
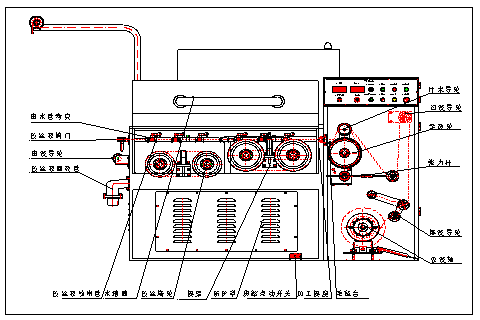
- 伸線技術工程:レリーズ部分→伸線部分→張力部分→巻き取り部分(電気システムが伸線機の運転全体を管理する)
1、レリーズ部分:銅材料をリール/ラインから円滑で、損傷なしに伸線部分へ転送します。
2、伸線部分:銅材料は伸線ダイスを通して大から小へ圧縮されます。
3、張力部分:伸線と巻き取りの円滑な作動を制御する重要な部分であり、また、巻き取りのタイトさも制御します。
4、巻き取り部分:完成した銅材料をローディングリールにしっかりと巻き取ります。
5、電気システム:伸線機の運転全体を制御します。
二、エナメル加工
- 基本原理:エナメル線は、導体と絶縁層の2つの部分で構成されています。裸線は焼鈍軟化された後、数回の塗装工程で焼き付けされます。
- エナメルの生産条件:銅材料、エナメル機、脱イオン水、塗料、潤滑油、リール用具、補助用品など
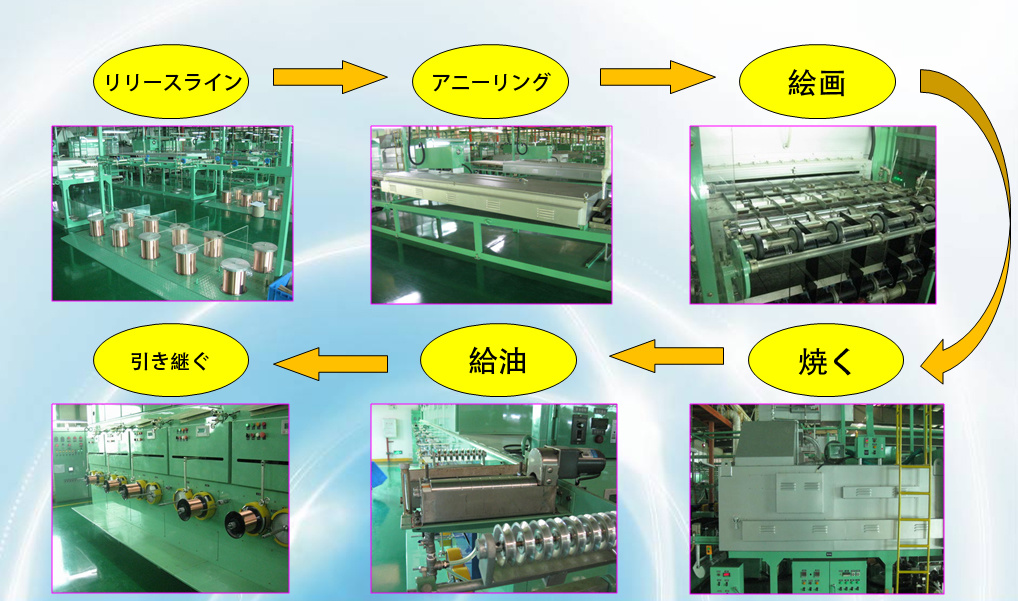
- エナメル工程:レリーズ部分→焼鈍部分→塗装部分→焼き付け部分→潤滑部分→巻き取り部分
1、レリーズ部分:ワイヤをリールから円滑で、損傷なしに焼鈍部分へ転送します。
2、焼鈍部分:導体はモールドストレッチと結晶格子変化で硬くなり、アニール炉の一定の温度で加熱され、分子の結晶格子が再配列された後に技術に必要な柔軟性を回復します。
3、塗装部分:絶縁塗料が銅線で良好な融着性と絶縁性を持つことを保障にするために、数回に分けて多層に塗装され、均一な厚さを形成されます。
4、焼き付け部分:銅線に塗装された絶縁塗料をオーブンで焼き付けて溶媒を蒸発させ、ラッカーフィルムが液体から固体に固化してラッカーフィルムを形成し、数回で塗装して焼き付けてエナメル線を形成します。
5、レーザ外径測定器:外径はレーザによって連続的に制御され、モニタリングのために、それをメインディスプレイにフィードバックされ、異常な状態を適時に処理できます。
6、潤滑部分:エナメル線の表面に適切な潤滑油を塗布して良好な滑り性を得て、巻き取りと締め付けに便利です。
7、巻き取り部分:エナメル線を密接で、均一にそしてきちんとリールに巻き取ります。
8、モニタリングシステム:操作員はモニタを通じて生産情報を監視します。



